
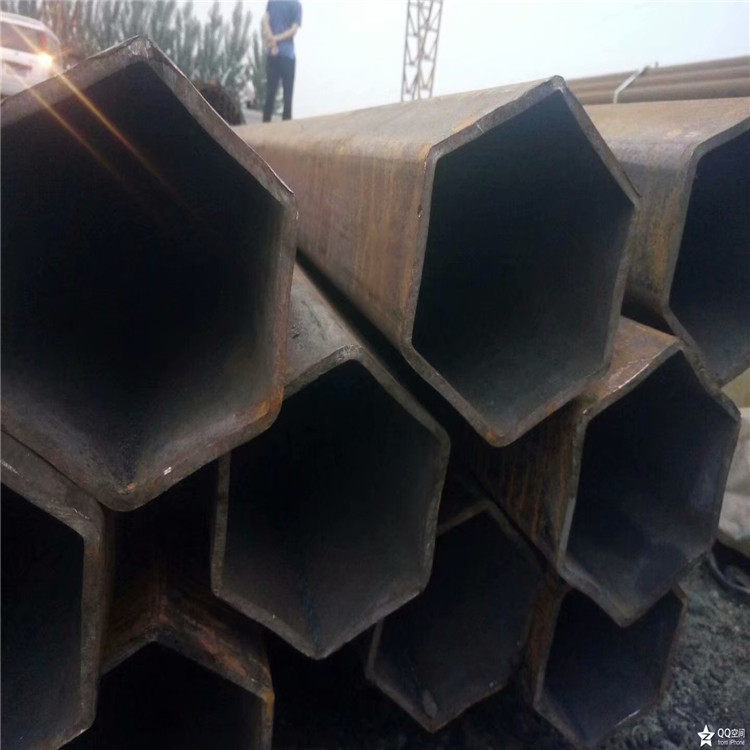
25*45镀锌六角管 桂林82*82镀锌八角管 厂家定制
25*45镀锌六角管 桂林82*82镀锌八角管 厂家
椭圆异型钢管的力学性能是指金属在力作用下所显示的与性和作性反应相关或涉及应力一应变关系的性能,如性、强度、硬度、塑性、韧性等。性是指物体在外力作用下改变其形状和尺寸,当外力卸除后物体又回复到其原始形状和尺士的特性。物体受外力作用后导改物体内部之间相互作用的力称为内力,而单位面积上的内力则称为应力KfMPa或甲mm2)。应变;是指由外力所引起的物体原始尺 一或形状的相对变化(%)。金属材料力学性能是评定金属材料质量的}要判据变计算的主要依据。金属力学性能指标有强度、塑性、,也是椭圆异型钢管件设计时选材和进行强硬度、韧性和疲劳强度等。

山东鑫悦达钢铁有限公司秉承追求更高的质量,保持合理的价格,贴心的服务的经营理念,愿为您的朋友和依赖的合作伙伴。目前我公司已取得一些好的成绩,但是面对时代的挑战,我们也必定竭力以赴,秉承“铭求质量,竭诚服务"的企业方针,永恒“科技兴企,科技强企”的战略,致力发挥品牌效应,发展以高品质产品为载体,创新的理念与实力的积蓄,使我们迈入企业发展的里程中,坚持敢为人先,以人为本。竞争促进发展,发展意味着创新。我们尚未得好,持续是我们永恒的目标,我们将以坚持不懈的奉献精神和专业的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。

25*45镀锌六角管 桂林82*82镀锌八角管 厂家选用海边砂钛铁矿为质料进行工业实验,成功地坚持炉内反响温度在95℃以上,所得人工金红石档 %;当运用攀枝花钛铁矿(其Mg和CaO总量达5%~7%)为质料时,难以CaC12,MgC12在炉底富集而结料的问题,下降了炉子的工作寿数。微波加热复原钛精矿:黄孟阳等对微波加热复原钛精矿获取富钛料进行了千克级扩展实验。选用2kg球团料,以占矿份额为14%的碳为复原剂,在复原温度为11~115℃,添加剂占矿份额为5%,复原时刻为9min的条件下,得到TiO2档次为72.1%,收回率为9.1%的富钛料。

我们将与您携手共铸辉煌生产特点:多品种高精度交货快。本公司位于山东聊城汇通物流园,坚持信誉良好、质量保障;用户至上的原则,竭诚为广大用户服务,欢迎广大新老客户与我公司洽谈合作。企业理念:始于客户需求终于客户满意公司郑重向您承诺:保证以好的质量,低的价格,完善的后服务,来答谢新老客户。本库没有的规格可提前电话,保证按时到货。
常见的异型钢管在过程中,针对连接头部位会解决的很细腻,每一个种类的管路都具有自身与众不同的地脚螺栓。若强制应用某一种类的管路,在影响管路特性的另外,还会继续在运送全过程中出現难题。异型钢管的质量更加重要,因为无缝管被大部分用以、燃气的运输全过程中,若汽体产生, 影响无法想象,因而在生产异型钢管时,要分外留意质量安全隐患。我们在生产、电焊焊接异型钢管时,很有可能会碰到管件裂等常见故障。要这种难题,我们可以采用下列八点对策:
服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、 的产品、低廉的价格、完善的服务。郑重承诺:保证以好的产品、 的质量、好的价格、完善的服务来答谢新老顾客的信赖。*批零兼营。*顾客可以随意挑选所需的长度或其他要求代订各类钢厂合同或特殊规格。调剂本库暂缺的规格,并省去您奔波采购的辛劳。*代运输,量大可直发您的地点。*节日不休息,随到随提。
25*45镀锌六角管 桂林82*82镀锌八角管 厂家
因此在引弧时不得直接指向垫环,应偏向一侧或者对准放入焊缝间隙的焊丝。形成熔池后,就可避免垫环烧穿;对于单面焊的遍焊道必须保证焊透,透过均匀。焊工操作可观察熔池的大小和塌落情况来判断是否焊透;并在适当时向熔池送入焊丝,然后慢慢焊,遇到有焊之处,可适当拉长电弧、放慢速度,以保证焊透;铝的特点导热快,焊接时需要的热量较大,一般固定焊口底部的起焊点易产生未焊透的现象。操作时稍拉长电弧预热动作,待熔池加热到一定温度后,再加焊丝,后半圈的起点应盖过前半圈;起点2~3毫米长的焊缝终点同样焊过头2~3毫米;焊工操作时应使焊、焊丝、焊口三者处于正确的空间位置;搭铁线应牢固夹在工件上,不得松动,引起电弧,擦伤工件表面。