
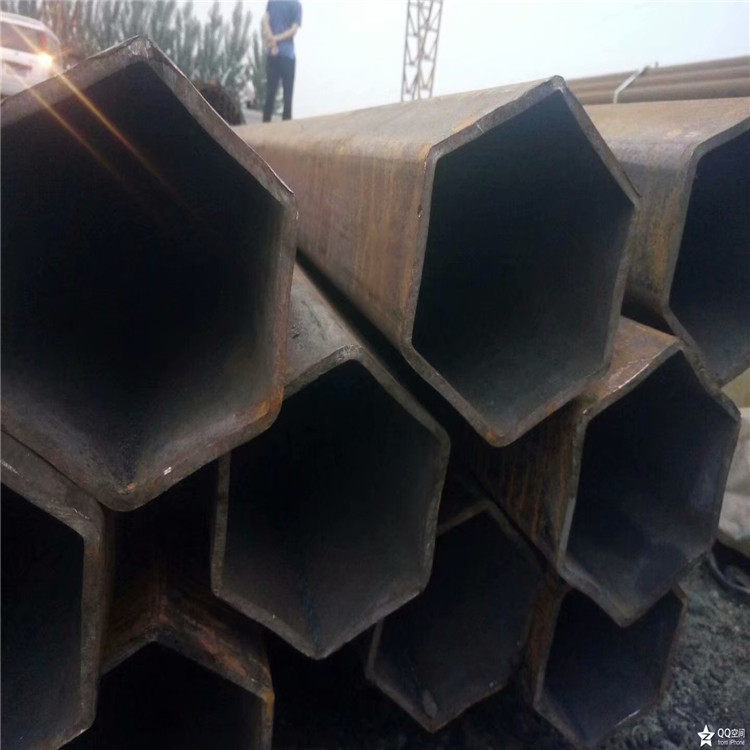
温州18*51镀锌六角管镀锌八角管厂家联系方式
温州18*51镀锌六角管镀锌八角管厂家方式

山东鑫悦达钢铁有限公司是专业生产销:异型管,异型钢管,异型方管,椭圆管等各种异型管产品,品种全,价格低,是专业销异型管的生产厂家。

18*51镀锌六角管产生层间未熔合和坡口未熔合的焊缝焊接电流小于22A,电压2V,送丝速度小于45in/min,焊接速度大于5in/min,且焊摆动频率小于9次/min。提高送丝速度、电流电压(调整焊丝伸出长度)、增大焊摆动幅度同时尽量选择较快的焊摆动频率、控制立焊部位焊接速度后,FFF6检测后未发现层间未 V、送丝速度在45~5in/min、焊接速度在4~6in/min时,盖面焊缝未发现未熔合,但盖面焊缝在仰焊位置余高超标。
本公司拥有 液压校直机组六台,65T、20T、10T冷拔机组八台。采用 加热连续辊底炉热,并以先进的化学进行酸、磷、润滑,全公司配套设备总计在二百余台套。

为了减少性变形,对于精密无缝异形钢管机组变形道次都比普通无缝异形钢管道次相应增加2~3道次。在变形安排上,应减少初始时变形角度,保证稳定的咬入,中间弯形角度适当加大,后部变形适当减少,增加变形道次不仅仅是减少变形力,还可使带钢有释放表面应力的机会,让表面应力增加的梯度缓慢,可以避免出现裂纹。在调整过程中,首先应保证垂直中心线的各道次统一,以中心作为基轴,找准尺寸及中间套,在水平线的位置上,应按照工艺安排,形成上山线(下山线)平直线,不能出现曲线跳动。在没有穿带前,就应该调整好各机架的孔型形状,测量各道次尺寸,保证产品稳定进入各机架。在调整中要均衡受力,不可以在一个机架上强行变形,保证提升角稳定均匀变化。
0*800mm,壁厚2.0-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管、圆管、平椭管,D型管,凹型管,H型管、半圆管、六角管、面包管、扶手管、元宝管、T型管、三角管等所有金属类异型管,规格齐全、质量保证,从多方面满足了 02、美标ASTMA500标准要求。
镀锌八角管矿藏粒晶:富锰铌钽铁矿和含钽锡石,一般为.3~.1毫米,细晶石一般为.2~.8毫米。该矿是我国现在钽铌、锂和玻璃、陶瓷工业的重要质料基地。选矿厂规划15吨/日。选矿流程如图1所示。分洗矿破碎段,磨矿重选段,原生细泥段,次生细泥段,锂云母浮选车间,长石粉收回车间六个部分。矿石(-8毫米)经振荡给矿筛洗机洗矿,筛上物料(>13毫米)用鄂式破碎机粗碎、标准圆锥破碎机中碎、短头圆锥破碎机细碎,终究破碎粒度为-25毫米。
2、刮痕难去除:总体磷化,也不可以将生产过程中造成的各种各样刮痕除掉,而且也不可以除去因为刮伤、电焊焊接溅出而黏附在异型钢管表层的碳素钢、溅出等残渣,造成在浸蚀物质存有的标准下产生化学腐蚀或电化学反应而锈蚀。3、抛光钝化不匀称:手工抛光后展磷化解决,对总面积很大的产品工件,难以到匀称一致解决实际效果,不可以得理想化的匀称表层。而且人工费用,辅材花费也较高。
温州18*51镀锌六角管镀锌八角管厂家方式